Última actualización julio 10th, 2026 5:42 PM

Más Reciente
- Centro de Biotecnología Genómica referente mundial
- La ANIPAC analiza los retos energéticos de la industria
- Los vehículos pesados comienzan a ver la luz al final del túnel
- La revisión del T-MEC no debe dar a Trump un “cheque en blanco”: COMCE
- Aprendices de Audi México destacan en el Premio de Excelencia Dual 2026
- KPMG México disminuyó sus emisiones y dedicó más de 18 mil horas de voluntariado
Mantenimiento Basado en Condición para automotriz
La norma ISO/TS 16949 obliga a implementar una estrategia de mantenimiento preventivo y predictivo, sin embargo, muchas actividades de mantenimiento preventivo no se requieren realmente, aquí se propone un enfoque distinto del mantenimiento para el sector automotriz.

La cláusula 7.5.1.4 de la norma ISO/TS 16949 establece el requerimiento de implementar una estrategia de mantenimiento preventivo y predictivo. (Foto: Nissan)
Por: Gerardo Trujillo C.
CIUDAD DE MÉXICO (11/08/2015).- La industria automotriz es una de las que más éxito ha tenido aplicando estrategias para hacer más esbeltos sus procesos. La implementación de las herramientas del Sistema de Producción Toyota (TPS) que incluyen la Manufactura Esbelta y el Mantenimiento Productivo Total (TPM), ha hecho posible que se reduzcan considerablemente los inventarios, las pérdidas en el proceso, los tiempos de cambio de línea, las pérdidas por mantenimiento, etcétera. La clave para que esta estrategia tenga éxito depende de una planta confiable. Al reducirse los inventarios de materia prima y producto terminado, la redundancia de máquinas y las cuadrillas de mantenimiento, cualquier falla no prevista puede tener serias consecuencias en la cadena de suministro.
Los principales fabricantes de automóviles en el mundo desarrollaron la norma ISO/TS 16949 que aplica a los fabricantes y la cadena de suministro automotriz, para demostrar el compromiso de la calidad y el cumplimiento de los requerimientos del cliente. La norma implementa un proceso continuo que ayuda a encontrar y reportar las áreas de mejora de su sistema de gestión y los procesos que afectan su negocio.
La cláusula 7.5.1.4 de la norma ISO/TS 16949 establece el requerimiento de implementar una estrategia de mantenimiento preventivo y predictivo, identificando los equipos clave del proceso y disponiendo de los elementos adecuados para el mantenimiento y empleando los métodos de mantenimiento predictivo para mejorar continuamente.
Las tácticas de mantenimiento enfocadas en la Manufactura de Clase Mundial (WCM) dan prioridad a las actividades de Mantenimiento Basadas en la Condición (MBC) de las máquinas –también conocidas como actividades de mantenimiento predictivo (PdM)– por encima de aquellas actividades de Mantenimiento Basadas en Tiempo, también conocidas como actividades de Mantenimiento Preventivo (PM).
Esta preferencia está fundamentada en que muchas de las actividades de mantenimiento preventivo no son requeridas realmente al momento de hacerlas y que al efectuar actividades de mantenimiento cuando la máquina no lo requiere ocasiona paros que interrumpen la producción y en muchas ocasiones introducen defectos a la máquina, ocasionando paros no programados justamente después de una actividad de PM.
Cuando se implementa una estrategia MBC, las máquinas pueden ser programadas para su intervención en el momento adecuado, optimizando los recursos y el tiempo productivo.
Diseño de una estrategia efectiva de MBC
Implementar el MBC para incrementar la confiabilidad y la disponibilidad de la planta es una tarea que requiere de conocimiento y una visión especializada. Para hacerlo de manera efectiva y obtener los mejores beneficios, debe utilizarse la norma ISO 17359 Monitoreo de condición y diagnóstico de máquinas – Guías generales.
Aplicar esta norma garantiza que las máquinas críticas sean consideradas en la estrategia al estar basado en el análisis de criticidad de los equipos y al mismo tiempo utiliza la herramienta del Análisis de Modos de Falla y Efectos (AMEF) de éstas máquinas para identificar aquellas fallas que mayor efecto tienen en la producción, la calidad y el ambiente para determinar entonces las técnicas de monitoreo de condición que pueden identificar la causa de la falla o los efectos y síntomas de la misma de manera más eficiente y efectiva.
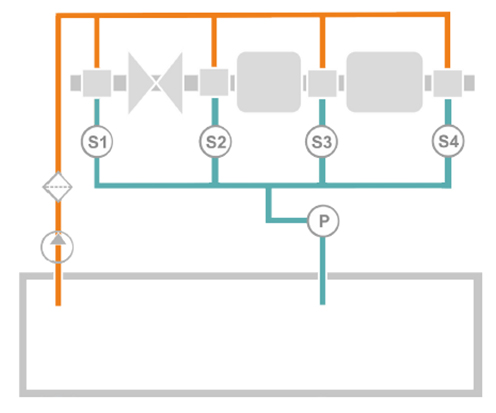
Esta tarea requiere de conocimientos específicos de la norma ISO 17359, de las herramientas para determinar criticidad, diagrama de bloques de confiabilidad, AMEF y conocer con profundidad las fortalezas y debilidades de cada una de las tecnologías, para identificar aquella que puede detectar la causa del problema (con un enfoque proactivo) de la manera más temprana o su efecto y síntoma (con un enfoque predictivo). Adicionalmente se debe identificar la técnica que ayuda a comprobar el problema o a proporcionar mayor información, de tal manera que las técnicas se complementen, se optimice el programa y no se dupliquen esfuerzos (desperdicios).
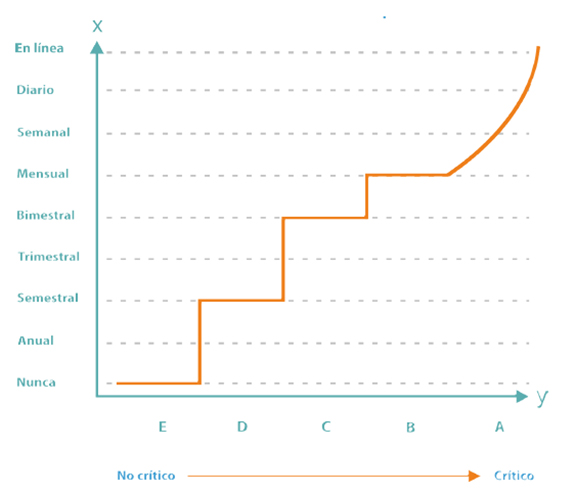
Una vez seleccionada la técnica de monitoreo, se debe identificar el lugar ideal de toma de muestra, de tal manera que la información recabada sea confiable y repetible. La frecuencia de muestreo deberá ser seleccionada con base en el tiempo en que la falla se desarrolla y la deja en condición de falla funcional.
El diseño de la estrategia (o la revisión de la misma) debe ser efectuada por un profesional certificado en confiabilidad y mantenimiento (CMRP por sus siglas en inglés) para asegurar que cuenta con las competencias técnicas requeridas para esta tarea. Es recomendable que las plantas automotrices tengan entre su personal alguien con este nivel de conocimiento y certificación. Si no se cuenta con este especialista certificado, se deberá contratar el servicio con alguna empresa externa.
Menú de técnicas de monitoreo
Varias técnicas del MBC están disponibles para identificar las causas de falla y sus efectos. Cada una de ellas tiene sus fortalezas y debilidades, dependiendo del contexto operacional y del tipo de máquina. Entre ellas podemos identificar:
- Análisis del lubricante
- Análisis de las vibraciones mecánicas
- Análisis de imagen térmica
- Análisis de sonido y ultrasonido
- Análisis de corriente en motores eléctricos
- Pruebas no destructivas
- Otras
Para efectos de este artículo, nos concentraremos en la técnica del análisis del lubricante, de tal manera que podamos identificar el diseño y ejecución de la estrategia completa y podamos determinar sus beneficios en el incremento a la vida de la máquina y cumplimiento con los requisitos de ISO 16949. El análisis de la estrategia del análisis de lubricante está basado en la determinación de las tareas a efectuar, quién debe hacerlas y las competencias técnicas y certificaciones requeridas para cada una de ellas.
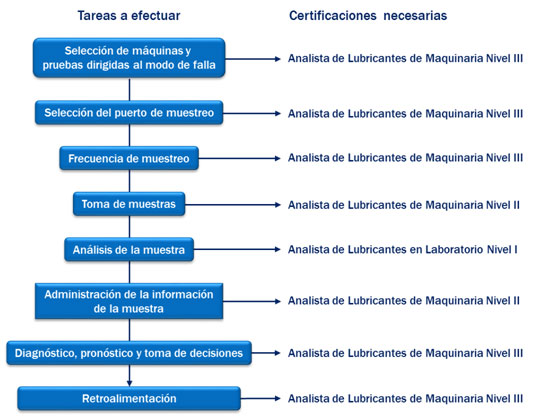
Selección de las pruebas del análisis de aceite dirigidas al modo de falla. Una vez que se han identificado las máquinas que se deben incluir en el programa de monitoreo de condición y se ha efectuado el AMEF de sus modos de falla, el especialista en análisis de lubricante debe identificar las pruebas de laboratorio o instrumentos de campo que pueden localizar las causas, síntomas y efectos y diseñar la estrategia óptima.
El especialista debe estar certificado como Analista de Lubricantes de Maquinaria Nivel III (MLA III) y de preferencia también como Profesional Certificado en Confiabilidad y Mantenimiento (CMRP). Esto garantiza que sus competencias y conocimientos de cada una de las pruebas del análisis de lubricante puedan ser aplicadas en localizar el problema con la mayor anticipación posible, a la vez que se complementa con otras técnicas disponibles.
Selección e instalación del puerto de toma de muestra. Seleccionar la localización del punto de toma de muestra determina la calidad de todo el programa y debe ser efectuada por un especialista certificado como Analista de Lubricantes de Maquinaria Nivel III (MLA III) de acuerdo con la norma ISO 18436-4.
No cualquier lugar en la máquina es adecuado para la toma de muestra, y por lo general, este es el origen de resultados de laboratorio que dan información errónea (falsos positivos o falsos negativos) y que impiden la toma de decisiones acertada. La selección de la localización del puerto de toma de muestra debe ir acompañada con la selección de los dispositivos y accesorios para la toma de muestra y la documentación de los procedimientos para que la muestra sea tomada de manera consistente por los técnicos.
Determinación de la frecuencia de muestreo. Determinar la frecuencia de muestreo es parte del proceso que rige la norma ISO 17359 y deberá ser calculado en función del periodo en que se detecta la falla potencial y se llega a la falla funcional (también conocido como periodo P-F (Mantenimiento Centrado en Confiabilidad II (RCM II) de John Moubray).
La frecuencia de muestreo estará correlacionada con las pruebas seleccionadas y las condiciones de operación y la disponibilidad de la máquina y debe ser efectuada por un especialista certificado como Analista de Lubricantes de Maquinaria Nivel III (MLA III) de acuerdo con ISO 18436-4.
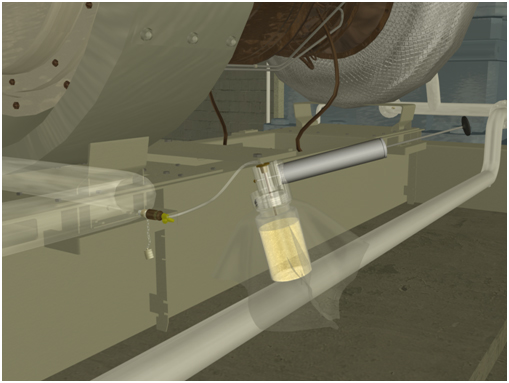
Toma de muestra. Es una tarea rutinaria del MBC y debe ser efectuada por un técnico entrenado en el procedimiento documentado que ha sido desarrollado en los pasos previos. El muestreo debe ser ejecutado de tal manera que la calidad de la muestra no se vea afectada y se apliquen los principios de seguridad, ergonomía y las mejores prácticas. Esta tarea debe ser realizada por un especialista certificado como Analista de Lubricantes de Maquinaria Nivel II (MLA II) de acuerdo con ISO 18436-4.
Análisis de la muestra. El análisis de la muestra de lubricante en laboratorio debe ser efectuado para preservar la calidad de la muestra y extraer adecuadamente la información en ella contenida. La preparación de la muestra y el uso de los instrumentos de análisis conforme a los estándares ASTM/ISO correspondientes permitirá que la información de los instrumentos sea confiable. Esta tarea debe ser responsabilidad de un especialista certificado como Analista de Lubricantes en Laboratorio Nivel I (LLA I) de acuerdo con ISO 18436-5.

Administración de la información de la muestra. Los resultados del laboratorio del análisis de lubricante deben ser gestionados de tal manera que la información pueda ser almacenada en forma organizada para convertirla en una tendencia y graficarla. Se deben establecer los límites para cada prueba del análisis de aceite y la manera en que estas alertas deberán ser mostradas al especialista en el diagnóstico. Esta tarea debe ser efectuada por un especialista certificado como mínimo como Analista de Lubricantes de Maquinaria Nivel II (MLA II) de acuerdo con ISO 18436-4.
Diagnóstico, pronóstico y toma de decisiones. Hemos llegado al momento en que podemos obtener el retorno de la inversión. El análisis de la información por un especialista que pueda efectuar el diagnóstico de la condición del lubricante y de la máquina para que al analizar la tendencia y el modo de falla presente se puedan recomendar las acciones de mantenimiento dirigidas a la causa de falla para regresar al lubricante y a la máquina a una condición normal. Esta tarea debe ser llevada a cabo por un especialista certificado como Analista de Lubricantes de Maquinaria Nivel III (MLA III) de acuerdo con ISO 18436-4.
Retroalimentación. Las acciones efectuadas en las máquinas posteriormente al diagnóstico y recomendaciones deben ser registradas para efecto de verificar su efectividad y seguimiento por los analistas. Esta información debe ser comunicada también al laboratorio y a las áreas correspondientes, de tal manera que se decida si es que la causa ha sido removida o se requiere de la intervención de otras pruebas o tecnologías. Esta tarea debe ser efectuada por un especialista certificado como Analista de Lubricantes de Maquinaria Nivel III (MLA III) de acuerdo con ISO 18436-4.
Beneficios. Una estrategia de MBC para cumplir con ISO 16949 que ha sido diseñada bajo los principios de la norma ISO 17359 permite alinear la tecnología específicamente a aquellos modos de falla críticos y seleccionar las pruebas que mejor detectan las causas de falla en el momento preciso (antes de que sean irremediables). Es el equivalente a tener una mira de alta precisión en las condiciones que mayor impacto tienen en la maquinaria, el proceso y la calidad.
El factor humano y las competencias técnicas certificadas bajo ISO 18436 aseguran que las actividades son efectuadas por personas que cuentan con las competencias y los conocimientos para tomar las decisiones correctas que mejoran la condición de la planta.
Conclusiones. La estrategia ejemplificada en este artículo para el análisis de aceite puede ser replicada fácilmente para otras tecnologías. Si su estrategia de MBC no ha sido diseñada bajo este protocolo, busque ayuda de los profesionales y asegúrese que cuentan con las certificaciones y competencias requeridas en cada uno de los pasos para garantizar el éxito y la optimización de su estrategia. El beneficio es una planta confiable, disponible, bajo el concepto de la optimización de los recursos. Esta es mi experiencia y estoy muy interesado en escuchar la de ustedes.
Acerca del autor:
El autor es director general de Noria Latín América. Para contacto: gtrujillo@noria.mx
Califica la nota
Mantenimiento Basado en Condición para automotriz
La norma ISO/TS 16949 obliga a implementar una estrategia de mantenimiento preventivo y predictivo, sin embargo, muchas actividades de mantenimiento preventivo no se requieren realmente, aquí se propone un enfoque distinto del mantenimiento para el sector automotriz.
 User rating: 96.00% ( 5
User rating: 96.00% ( 5 - Análisis de las Vibraciones Mecánicas, Automotriz, Gerardo Trujillo, ISO/TS 16949 Confiabilidad y Mantenimiento, Mantenimiento, Mantenimiento Predictivo, Mantenimiento Productivo Total, Manufactura Esbelta, Pruebas no destructivas

Artículos relacionados

![ZF Aftermarket impulsa la posventa con ZF [pro]Tech en México](https://vanguardia-industrial.net/wp-content/uploads/2026/07/Foto1-nota5-08-07-2026-120x85.jpg)


Más en esta categoría



REVISTA DIGITAL B2B

CONTÁCTANOS

PUBLICIDAD
VIDEOS
Nuestro Twitter @vanguardiaind
Publicidad


2 thoughts on “Mantenimiento Basado en Condición para automotriz”